4.6.1 G43/G49: Tool Length Compensation/Cancel Tool Length Compensation
Format:
G43 H_
G49
The tool used in the CNC milling machine is different in the length of each tool. Therefore, the tool length must be corrected for each tool so that the machining depth of each tool is correct. G43 can start the tool length compensation function. In the tool table, H_ value refers to the positive and negative values in the tool length column, and determines the positive and negative direction and length of the compensation. The value in this column refers to the difference when compared with the standard tool length. If the new tool is longer than the standard tool, this value is positive; if the new tool is shorter than the standard tool, this value is negative.
G43 is a continuous valid command. If you want to cancel the tool length compensation function, execute G49 or H00. (G49: Tool length compensation canceled. H00 indicates that the compensate value is zero)
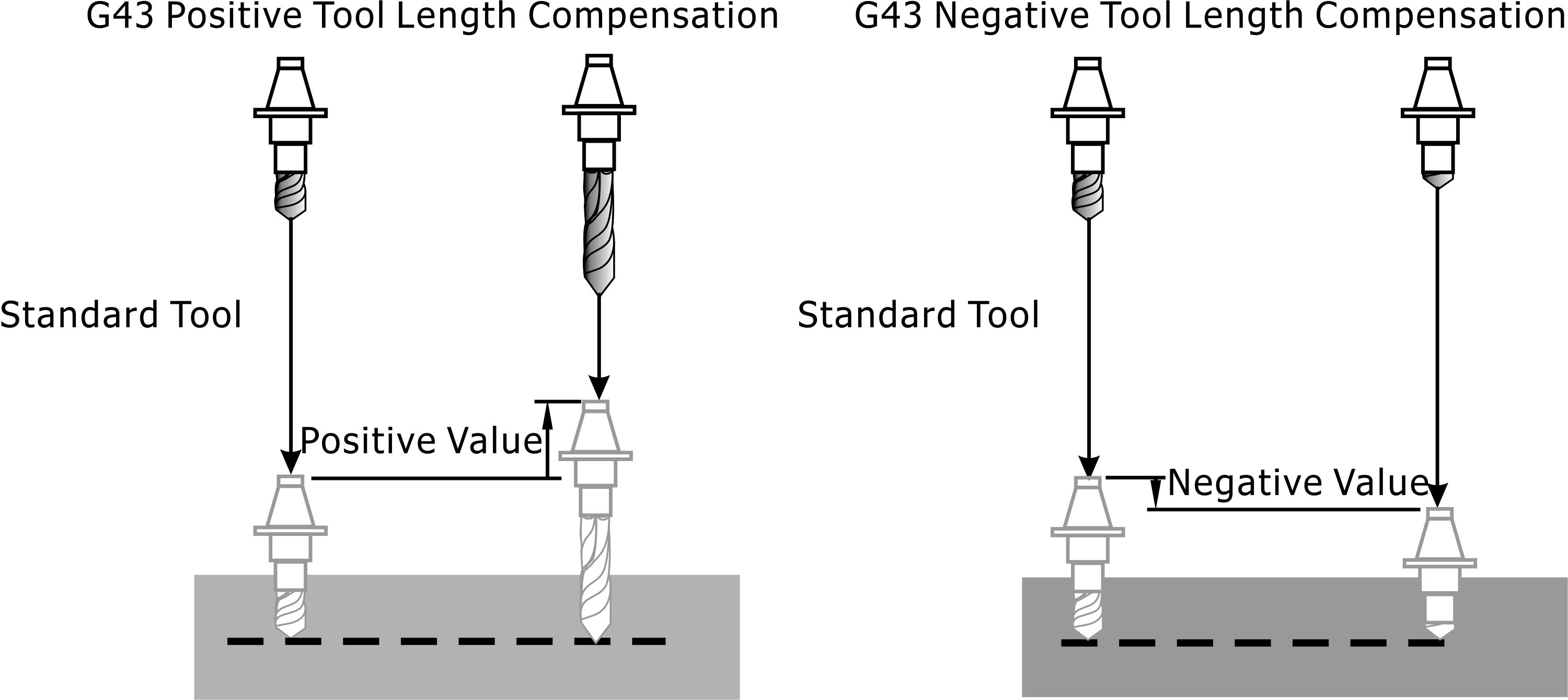
G43: Tool Length Compensation (Positive/Negative)